![L'hydrolyseur de Parndorf, photo Biogas Systems]()
Article paru dans le Bioénergie International n°49 de mai-juin 2017
![Le module d'explosion vapeur des intrants est installé sur trois étages de conteneurs sur le site de Parndorf en Autriche, photo BS]()
Le module d’explosion vapeur des intrants est installé sur trois étages de conteneurs sur le site de Parndorf en Autriche, photo BS
![Florent Cozon représente Biogas Systems en France, photo Frédéric Douard]()
Florent Cozon représente Biogas Systems en France, photo Frédéric Douard
Un peu d’histoire
Le développement industriel et commercial de ce procédé démarre en 2010 en Autriche. Il est le fruit de la rencontre d’un inventeur, Hermann Dauser, avec un investisseur, Helge Leinich. Dès 2011, brevets et marque étant déposés, la construction du pilote commence.
En 2012, la société Biogas Systems GmbH acquiert une unité complète de méthanisation avec unité de cogénération de 500 kWé, à Parndorf, situé entre Vienne et Bratislava. Cette acquisition permet le démarrage de la phase industrielle du projet avec la construction et la mise au point sur ce site du pilote à l’échelle 1, basé sur une puissance électrique de 500 kW.
![Le site de Parndorf avec derrière l'incorporateur, les conteneurs de l'Economizer, photo Frédéric Douard]()
Le site de Parndorf avec derrière l’incorporateur, les conteneurs de l’Economizer, photo F. Douard
La mise en service de l’hydrolyseur a lieu au second trimestre de 2013 et c’est le point de départ alors du développement commercial. Au début de l’année 2017, l’entreprise comptait déjà une installation opérationnelle au Royaume-Uni (ici, la paille, qui vient en substitution du maïs ensilage, apporte 960 kWél sur les 2,2 MWél que comporte l’installation. Deux autres sont en cours de montage et de fabrication pour le même investisseur.
Une problématique à l’allemande et une solution pour la France
![Le module d'explosion vapeur de l'usine de méthanisation de Parndorf en Autriche, photo BS]()
Le module d’explosion vapeur de l’usine de méthanisation de Parndorf en Autriche, photo BS
Chercher à méthaniser des biomasses difficiles est bien entendu lié à des contraintes. En Allemagne et en Autriche, la contrainte est aujourd’hui d’ordre économique. Dans ces deux pays, le modèle économique reposait sur la culture du maïs ensilage. Or, alors que les conditions d’achat se sont durcies, et que la demande en matière devient telle que les prix se tendent, la politique du mono-intrant cultivé au haut pouvoir méthanogène se heurte alors à la dure loi du marché, et l’équilibre économique des exploitations est rompu. D’où, la nécessité impérative alors de trouver des biomasses moins chères, et par voie de conséquence de moins bonne qualité et de se tourner vers des déchets agricoles. Le nom commercial de l’hydrolyseur reflète bien cette notion économique : l’Economizer.
En France, à la différence de l’Allemagne, la politique biogaz a été de travailler sur la préparation des biomasses difficiles à méthaniser, car le pays a d’emblée décidé de ne méthaniser que les déchets pour ne pas faire concurrence à la production alimentaire.
Dans les deux cas, le problème est aujourd’hui le même : réussir à extraire le plus de méthane possible des biomasses difficiles à digérer, en opérant une préparation à même de libérer les sucres digestibles et donc l’énergie.
![Le module de cogénération GE Jenbacher de 500 kWé à Parndorf, photo Frédéric Douard]()
La chaleur du module de cogénération de Parndorf alimente, entre autres choses, le processus d’hydrolyse des intrants, photo Frédéric Douard
Prétraiter aussi par la chaleur (et dans le processus on parle de haute température: 150/180 °C) la biomasse, permet de détruire les pathogènes contenus dans celle-ci (cas des fumiers). Mais aussi les adventices contenues dans les menues pailles. En découle une grande simplification de la gestion des digestats ainsi qu’une réduction des coûts et des odeurs.
Le principe de l’Economizer SE
La technique repose sur un prébroyage des pailles, puis un passage dans un hydrolyseur, aussi appelé cuiseur, qui va dans un premier temps fondre la lignine et permettre ainsi l’accès à la cellulose, réservoir de CH4 pour la méthanisation.
![Le prébroyage de la paille à Parndorf, photo Frédéric Douard]()
Le prébroyage de la paille à Parndorf, photo Frédéric Douard
Le processus requiert de travailler avec une granulométrie de moins de 50 mm. Sur une installation typique, le débit d’intrants est de 830 kg de paille pour 1,67 tonne de liquide par heure, de quoi résulte une matière à 30 % de MS. L’eau de dilution, pré-chauffée à 50 °C et la paille broyée sont introduits dans une cuve de malaxage avant de poursuivre leur route dans un convoyeur à vis.
![Le broyeur à paille de Parndorf, photo Frédéric Douard]()
Le broyeur à paille de Parndorf, photo Frédéric Douard
Le mélange passe ensuite dans un sas vertical d’introduction équipé de deux guillotines. L’introduction se déroule ainsi : la guillotine du bas étant fermée, celle du haut s’ouvre, laissant pénétrer le mélange eau et paille. Puis la guillotine du haut se ferme, celle du bas s’ouvre, permettant ainsi à la préparation de rentrer séquentiellement dans le cuiseur. Pour éviter tout bourrage dans le sas, le substrat étant forcément collant, un agitateur vertical permet de faire descendre la pâte dans le cuiseur.
![L'incorporateur des matières en amont du module d'hydrolyse, photo BS]()
L’incorporateur des matières en amont du module d’hydrolyse, photo BS
La cuisson, dure deux heures à une température de 150°C à 180°C, et de 8 à 10 bar, dans une cuve de 5 000 litres. La chaleur nécessaire au processus est fournie par un échangeur à huile thermique qui récupère la chaleur sur les gaz d’échappement à 450°C du moteur.
![Paille cuite à la sortie de l'hydrolyseur, photo BS]()
Paille cuite à la sortie de l’hydrolyseur, photo BS
La pâte se retrouve alors propulsée à très grande vitesse dans la cuve d’expansion, à 100°C et à la pression atmosphérique, et c’est alors que l’explosion vapeur se produit par décompression et transformation de l’eau liquide au cœur de la cellulose en vapeur, laquelle en s’échappant déchiquette la matière en la transformant en une sorte d’épinards hachés.
Une des grandes forces de l’hydrolyseur, est de pouvoir laisser passer les cailloux et autres corps étrangers sans endommager la machine.
La matière est alors refroidie d’une part pour pré-chauffer le liquide de dilution en amont et aussi pour être introduite à la bonne température (thermophile en l’occurrence) dans le digesteur.
Lors de cette détente, une partie de l’eau s’est transformée en vapeur qui va être ré-utilisée dans la vis d’alimentation pour chauffer le mélange liquide + paille broyée et limiter les besoins thermiques du processus.
![Ensilage de maïs cuit coulant à la sortie de la cuve d'explosion, photo BS]()
Ensilage de maïs cuit coulant à la sortie de la cuve d’explosion, photo BS
Le but de l’opération est de maximiser la récupération jusqu’à 270 m³ de CH4/tonne de paille au lieu des 140 m³ théoriques maximum sans préparation de l’intrant.
Les caractéristiques de l’Economizer
Le développement technologique a été réalisé en partenariat avec le département agriculture de l’université de Vienne, ce qui a permis de décrire, documenter et vérifier scientifiquement le procédé. La technologie a été éprouvée durant quatre ans sur le site industriel de Parndorf en conditions réelles.
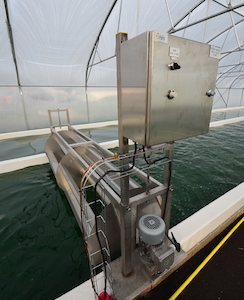
![L'hydrolyseur de Parndorf, photo Biogas Systems]()
L’hydrolyseur de Parndorf, en version commerciale, photo Biogas Systems
Les composants industriels utilisés sont tous de haute qualité, avec notamment l’emploi systématique d’acier inoxydable spécial.
Le système est flexible et supporte les variations des intrants en qualité et en quantité. L’équipement, de conception standardisée est livré en conteneur. Le processus est entièrement automatisé, avec contrôle à distance simple. Son utilisation nécessite de la main d’œuvre additionnelle.
![Corps étrangers éjectés par le système d'hydrolyse, photo BS]()
Corps étrangers éjectés par l’hydrolyseur, photo BS
L’installation est simplifiée et sécurisée contre les avaries : tuyauteries larges, aucune pompe ni goulet d’étranglement, système de piège à gros cailloux, les plus petits ne posant pas de souci. La puissance du malaxeur et le volume du digesteur sont fortement diminués.
Le fait de pouvoir transporter la paille (produit non polluant à haute densité énergétique) où l’on veut pour s’implanter au plus près de la consommation (station bio-GNV, bio GNL, injection, production électrique, etc.) de ne nécessiter que 7 000 tonnes de matière et donc de passer en régime déclaratif simple, de presque doubler le rendement des effluents pailleux ouvre des perspectives insoupçonnables jusqu’alors et devrait ré-écrire la façon de produire du biogaz.
| L’Economizer SE en quelques chiffres |
| Consommation électrique |
26 kWhél/h soit 2,9 % de l’électricité produite (en mode moteur) |
| Besoins en chaleur |
260 à 280 kWhth/h, fournis par l‘échappement moteur |
| Taux maximum de matières sèche de la pâte sortant de l’hydrolyseur |
30 % |
| Espace requis |
3 m x 14 m pour l’Economizer en dehors de la trémie d’alimentation. Et 2,4 m x 6 m pour le conteneur de l’huile thermique. |
Contacts :
- Bureau : +43 33 22 94 12 40 – office@biogas-systems.com – www.biogas-systems.com
- France : Florent Cozon – +33 613 17 28 14 – florent.cozon@dartybox.com
Frédéric Douard, en reportage à Parndorf